Odtworzona Linia Produkcji Arkusza Tytoniu według Rolling
1. Ogólne oświadczenie
Odtworzona Linia Produkcji Arkusza Tytoniu Rolling to jedna kompletna grupa urządzeń, która w pełni wykorzystuje odpady tytoniowe, takie jak łodygi tytoniu, proszek i pył itp. Wytwarzane w procesie produkcji papierosów. Przyjmuje specjalną recepturę techniczną i przepływ, aby ostatecznie przerobić odpady na tytoń.
Ta linia produkcyjna ma zalety małej inwestycji, ochrony środowiska bez zanieczyszczeń podczas produkcji, znacznie redukując koszty produkcji papierosów i przynosząc wielki zysk ekonomiczny.
Zdolność produkcyjna tego produktu ma specyfikacje 80 kg / h, 180 kg / h, 200 kg / h, 400 kg / h, 600 kg / h, 800 kg / h.
2. Warunki pracy:
2.1 Temperatura otoczenia: 10-40 ℃
2.2 Wilgotność względna: ≤85%
2.3 Wysokość nad poziomem morza: ≤2000m
2.4 Zasilanie: 3N-50Hz / TN-S 380V ± 38V 50Hz ± 1Hz
2.5 Ciśnienie pary na wlocie urządzenia: nie mniej niż 0,8Mpa
2.6 Ciśnienie sprężonego powietrza w urządzeniu: nie mniej niż 0,6Mpa
2.7 Ciśnienie wody na wejściu urządzenia: nie mniej niż 0,2Mpa
2.8 Warunki dostawy materiału: nieskażone i niezagospodarowane łodygi i proszek tytoniu, o wilgotności nie większej niż 16%, zawartości piasku / gleby w łodydze tytoniu nie więcej niż 2%, zawartości piasku / gleby w proszku tytoniowym nie więcej niż 3%, długość pnia tytoniu nie przekracza 20 mm. Wskaźnik proporcji trzonu tytoniu i materiału w proszku: tytoń łodygi od 30% do 60%, proszek tytoniowy od 40% do 70%. Gdy materiał wlotowy został wysuszony poza linią, szybkość wody trzonu tytoniu i proszku wprowadzanego do młynka nie powinna więcej niż 10%, a jego czystość nie jest mniejsza niż 98%.
2.9 Lepkość CMC jest nie mniejsza niż 600 centypuazów, ciekły materiał mieszany nie powinien zawierać nierozpuszczonej substancji, materiały o wielkości większej niż 60 mesh nie mogą wchodzić w skład ciekłego urządzenia.
3. Główne parametry techniczne
3.1 Zdolność produkcyjna:
Wydajność produkcji wynosi 80 kg / h, 180 kg / h, 200 kg / h, 400 kg / h, 600 kg / h, 800 kg / h (zawartość wilgoci produktu wynosi 13%)
3.2 Wskaźniki jakości gotowego produktu (tytoń rekonstrukcyjny):
grubość cut-recon: 0,12 mm ± 0,01 mm
długość cięcia-recon: 30mm-80mm
szerokość cut-recon: (0,8-1,0) mm ± 0,1 mm
zawartość wody w gotowym produkcie do cut-recon: (13 ± 1)%
cały procent cut-recon: nie mniej niż 90%.
wartość napełnienia: ≥3,5 cm³ / g
Gramatura arkusza, wytrzymałość na rozciąganie, wytrzymałość na zginanie, wytrzymałość na rozdarcie, wodoodporność, miękkość powinny być zgodne z przepisami YC / T16.1-2002.
Całkowity pobór mocy całej linii: 210KW
Wymiar fabrycznej budowy całej wymaganej linii (zoptymalizowany układ): L × W × H = 70M × 6M × 6M
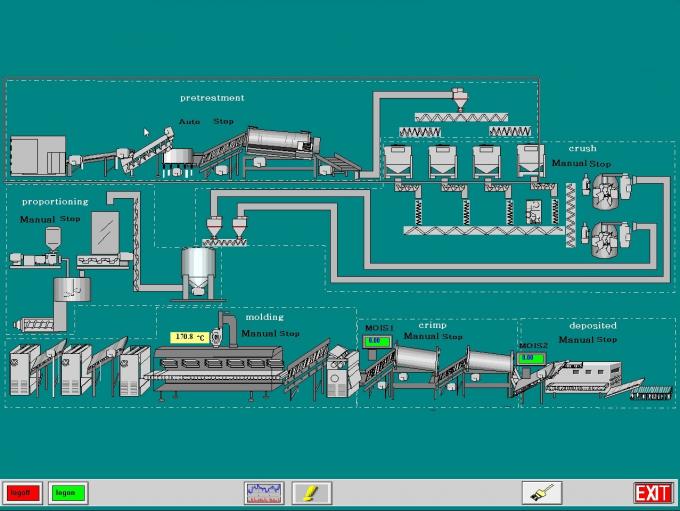
4. Przepływ techniczny i charakterystyka:
4.1 Techniczny schemat przepływu

4.2 Główne cechy Recon Production Line:
(1) Sekcja obróbki wstępnej przyjmuje procedury robocze przesiewania wibracyjnego, usuwania żelaza i klasyfikacji pneumatycznej, w celu skutecznego wyeliminowania zanieczyszczenia surowca w celu zwiększenia czystości materiałów.
(2) Trzon tytoniu i proszek przyjmują suszenie z podziałem czasu na linii i automatyczną klasyfikację. Trzon i proszek są proporcjonalne automatycznie pod dokładną kontrolą skali elektrycznej śruby, której błąd jest mniejszy niż 2%. Co więcej, wygodnie jest dopasować proporcję między trzonem tytoniu a proszkiem. Suszenie trzonu tytoniu i moc przyjmuje cylinder suszący o wydajności odwadniającej ponad 6%. Po wyschnięciu materiał ma wilgotność nie większą niż 10%, którą łatwo można zmielić.
(3) System pneumatycznego przenoszenia materiału i zmielony pneumatyczny system transportu zarówno przejmują pracę podciśnieniem, dwustopniowe odprowadzanie pyłu, co poprawia środowisko pracy warsztatu.
(4) Zarówno pojemnik na trzpień jak i pojemnik na proszek zostały zainstalowane z czujnikiem pozycjonowania materiału, który osiąga automatyczne uruchamianie / zatrzymywanie sprzętu poprzez blokadę sygnału.
(5) Pomiar cieczy i materiału stałego przyjmuje spadkową wagę elektroniczną. Może kontrolować dokładność materiałów wyjściowych poprzez kontrolę konwersji częstotliwości. Może zapewnić dokładność pomiaru wilgotności ± 2% po wymieszaniu.
(6) Przyjmuje zaawansowane technologie w zakresie rozszczepiania pni. Wytrzymałość na rozciąganie zwiadu zwiększy się o ponad 100% po dodaniu włókna macierzystego. Podnosi on znacznie poprawny wskaźnik wykorzystania arkusza, który wynosi ≥95%.
(7) Przyjęcie drugiej technologii zagniatania może zwiększyć wartość napełnienia cut-recon. Po cylindrze suszenia i zagniatania znajduje się urządzenie chłodzące, które schładza temperaturę rekonwalescencji i szybko pomaga w kształtowaniu kształtu produktu.
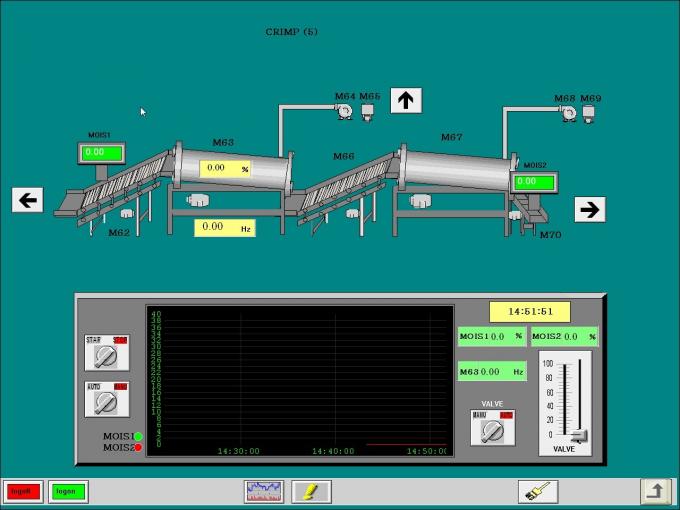
(8) Ustawia automatyczny system kontroli wilgoci. Może zapewnić odchylenie wilgotności ≤ ± 1,5% po cięciu. Odchylenie wilgotności produktu końcowego nie przekracza ± 1%.
(9) System sterowania jest ustawiony zgodnie z innym poziomem kontroli; jest praktyczny i zaawansowany, łatwy w obsłudze.
za. Układ sterowania ma tryby pracy ręcznej i automatycznej. Obsługa ręczna jest stosowana w konserwacji i na miejscu w nagłych wypadkach. Tryb Auto jest używany do normalnej produkcji.
b. System przyjmuje sterownik PLC z wysoką niezawodnością i dobrymi niskoprężnymi komponentami elektrycznymi marki i sprawia, że cała linia działa automatycznie przez start-stop w sterowaniu sekwencyjnym i warunkowym blokowaniu. Daje ostrzeżenia i wskazania w czasie rzeczywistym dla nadmiernego prądu, braku fazy, zwarcia itp. Jest łatwy w utrzymaniu i naprawie. System ma wysoką niezawodność.
do. Dokładność pomiaru i mieszania materiału w proszku i cieczy może osiągnąć 99%. Współczynnik mieszania można elastycznie regulować. Technologia i moce produkcyjne są dobrze przystosowane.
re. Jeśli chodzi o te sekcje, w których występują wysokie wymagania dotyczące przepływu, prędkości, wilgotności i temperatury, przyjmuje on inteligentne instrumenty, takie jak regulacja częstotliwości, urządzenie do kontroli temperatury, dynamiczne elektroniczne wagi pomiarowe i aparatura do pomiaru wilgotności itp., Może być monitorowany i nadzorowany lokalnie, i również nadzorowane przez komputer o największej koncentracji.
mi. Komputer górny może osiągnąć skoncentrowany nadzór, aby ułatwić zarządzanie on-line. Może generować formularze raportów produkcji, pokazujące zużycie materiałów i statystyki produktów do przechowywania danych.
5. Skład systemu i funkcje
Składa się z systemu oczyszczania surowca, systemu mielenia i przechowywania, systemu dozowania proszków i płynnych materiałów, systemu walcowania, suszenia i cięcia, drugiego czasu suszenia i zagniatania, elektrycznego systemu sterowania i ogólnego systemu inżynieryjnego. Istnieją opcje systemu dozowania włókien i kleju, długi system rozdrabniania trzpienia dostępny dla klientów według surowca i specjalnych wymagań technicznych.
5.1 System oczyszczania surowca
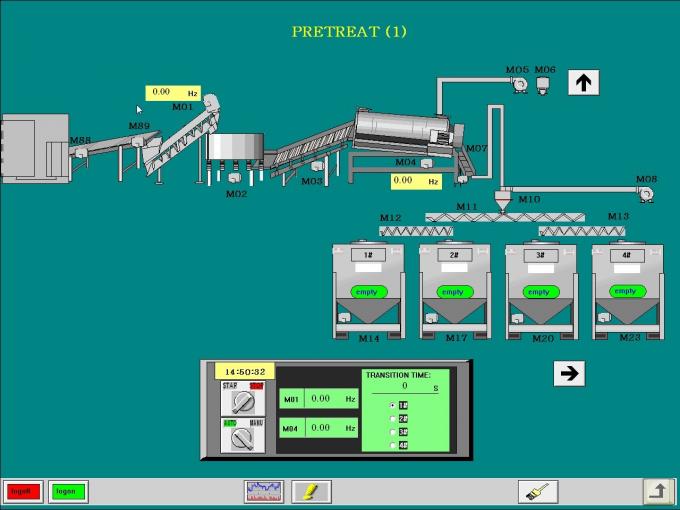
5.1.1 Skład systemu i funkcje
Ten system składa się głównie z ilościowego przenośnika ślimakowego, obrotowego sita wibracyjnego, przenośnika wibracyjnego, cylindra suszącego, magnetycznego urządzenia do usuwania żelaza, dwukierunkowego przenośnika ślimakowego, pojemnika na trzpień i pojemnika na proszek, systemu transportu pneumatycznego i odpylania itp. Może to zakończyć pracę procedury ilościowego karmienia pnia i proszku, przesiewania i czyszczenia, usuwania żelaza, przenoszenia i klasyfikacji pneumatycznej, automatycznej klasyfikacji i przechowywania łodygi i proszku.
5.1.2 Główne cechy
(1) Ustawia wiele procedur roboczych dla oczyszczania materiału, aby zapewnić czystość materiału ≥98%.
(2) Urządzenie przesiewające wibracje przyjmuje obrotowe sito wibracyjne w celu wyeliminowania zanieczyszczenia> 2 mesh i <80 mesh.
(3) Pneumatyczny system przenoszenia przyjmuje działanie podciśnieniowe i dwustopniowy system usuwania pyłu. Zapewnia lepsze środowisko w warsztatach.
(4) Przyjmuje automatyczną klasyfikację i przechowywanie trzonu i proszku, czujniki wskazujące materiał na wysoki i niski poziom są powiązane z poprzednim sprzętem, aby osiągnąć automatyczny start-stop.
5.2 System szlifowania i przechowywania

5.2.1 System Skład i funkcje
Ten system składa się głównie z przenośnika ślimakowego typu L, elektronicznej wagi ślimakowej, przenośnika ślimakowego, przenośnika ślimakowego dwukierunkowego, szlifierki, podajnika CMC, śluzy do wydmuchiwania materiału cyklonowego, urządzenia do usuwania kurzu, pojemnika na proszek i pneumatycznego systemu przenoszenia i usuwania kurzu. Może uzupełnić procedury robocze automatycznego dozowania proszku i trzonu, ilościowego dodawania CMC, usuwania żelaza, mielenia i przechowywania zmielonego proszku.
5.2.2 Główne cechy
(1) Przyjmuje elektroniczną skalę ślimakową do automatycznego dozowania trzonu tytoniu i proszku, dokładność statyczną ą2%;
(2) Zainstaluj dwie szlifierki równolegle, aby upewnić się, że naprawa lub konserwacja jednej szlifierki nie wpłynie na produkcję. Wielkość rozdrobnionej cząstki może osiągnąć 40-120 oczek, prędkość przepływu 400 kg / h.
(3) Pneumatyczny system przenoszenia przyjmuje operację podciśnienia. Zapewnia dobre warunki w warsztatach.
(4) Szlifowany pojemnik na proszek jest wyposażony w czujnik wskazujący wysokość materiału i jest połączony z maszynami znajdującymi się powyżej, aby osiągnąć automatyczny start / stop.
5.3 System dozowania proszków i cieczy
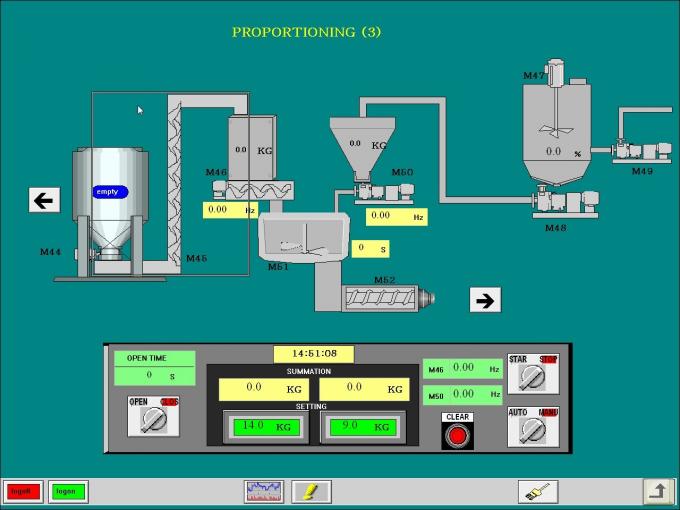
5.3.1 Skład systemu i funkcje
System ten składa się głównie z przenośnika ślimakowego typu L, wagi elektronicznej do proszków, wagi elektronicznej do cieczy, dozownika cieczy, mieszalnika, wytłaczarki itp. Może on zakończyć procedury robocze dozowania cieczy, automatyczne dozowanie proszku i cieczy oraz mieszanie, wytłaczanie z brutalną siłą.
5.3.2 Główne cechy
(1) Przyjmuje elektroniczną skalę spadku wagi do dozowania proszku i materiału płynnego, przetwornik częstotliwości do kontroli dokładności podawania materiału. Niepewność dozowania: ± 1%.
5.4 System rolowania, suszenia i cięcia
5.4.1 Skład systemu i funkcje

System ten składa się głównie z rolki, przenośnika taśmowego, kombinowanej suszarki rekonstrukcyjnej, przenośnika taśmowego chłodzącego, noża itp. Może wykonać trzykrotne procedury robocze z 3 etapów zwijania arkusza zwiadowczego, szybkiego suszenia i chłodzenia oraz cięcia tytoniu wtórnego według technicznych wymagania.
5.4.2 Główne cechy
(1) Wałek jest wykonany z żeliwa z pierwiastków ziem rzadkich przez założenie, grubość utwardzanej powierzchni tocznej osiąga do 8 mm, a powierzchnia walca jest obrabiana za pomocą specjalnej technologii odpornej na ścieranie, a wałek może być wielokrotnie używany po delikatnym noszeniu.
(2) Arkusz tytoniu jest formowany przez trzy procesy walcowania i prasowania w celu zapewnienia jednorodności materiału po dodaniu włókna.
(3) Połączona suszarka zdalawcza przyjmuje połączony tryb suszenia elektrycznego ogrzewania i ogrzewania parowego, a także cyrkulację gorącego powietrza, co oszczędza energię i poprawia fizyczne wskaźniki jakości rekonwalescencji tytoniu.
5.5 Drugi czas suszenia i zagniatania
5.5.1 Skład systemu i funkcje
System ten składa się głównie z przenośnika wibracyjnego, cylindra do suszenia i zagniatania, cylindra chłodzącego, przenośnika przesiewania wibracyjnego, wagi do ważenia itp. Uzupełnia procedury robocze drugiego suszenia, zagniatania, chłodzenia, formowania kształtów z tytoniu wtórnego i skalowania gotowego produktu do pakowania .
5.5.2 Główne cechy
(1) To urządzenie może skutecznie poprawić wartość wypełnienia cięcia do wartości ≥3,5 cm3 / g.
6. Elektryczny system sterowania


Model sterowania magistralą polową Model Industry Ethernet

Model centralnego sterowania
6.1 Skład systemu i funkcje
Elektroniczny układ sterowania składa się z podsystemu sterowania napędem elektrycznym, podsystemu kontroli proporcji i podsystemu kontroli wilgoci. Zapewnia on automatyczną kontrolę całego wyposażenia całej linii i kontroluje parametry pracy. Istnieją również opcje lokalnego sterowania scentralizowanego, trybu magistrali polowej i przemysłowego trybu Ethernet itd. Zgodnie z wymaganiami klientów.
6.2 Konfiguracja systemu
(1) Przyjmuje S7-300 dla PLC.
(2) Komponenty elektroniczne niskiego napięcia wykorzystują SIEMENS, MOELLER, TE itp.
(3) Urządzenie o różnej częstotliwości i urządzenie łagodnego rozruchu przyjmuje DANFOSS.
(4) Fieldbus przyjmuje SIEMENS ET-200S.
(5) Przemysł Ethernet przyjmuje SIEMENS PROFINET.
(6) HMI przyjmuje SIEMENS MP370.
(7) Oprogramowanie do nadzoru i sterowania komputerami górnymi przyjmuje oprogramowanie WINCC.
Wszystkie powyższe konfiguracje mogą wybrać inną markę zgodnie z wymaganiami klienta.
7. Opcjonalny system
Reaction pot Fiber scatter device
System dozowania kleju włóknistego
7.1 System dozowania włókien i kleju
7.1.1 Podsumowanie
System dozowania włókien i kleju jest najnowszą technologią w dziedzinie arkuszy tytoniu walcowanego i prasowanego, technologia ta może skutecznie poprawić fizyczny i chemiczny wskaźnik arkusza tytoniu. Może poprawić współczynnik skuteczności jedwabiu w arkuszach tytoniu o 30% i poprawić szybkość napełniania z 3,5 m3 / g do 3,8 m3 / g. Tak więc korzyści ekonomiczne są wybitne przy wyborze tego systemu.
7.1.2 Skład i funkcje systemu
System ten składa się głównie z rozproszenia włókien, zbiornika reakcyjnego, wytłaczarki, urządzenia suszącego, maszyny do klejenia itp. Może on zakończyć procedury robocze roztworu i odwodnienia panelu włóknistego oraz produkcję kleju arkuszowego.
7.1.3 Główny indeks funkcji i parametry techniczne
(1) Rozkład zawartości włókna z pulpy drzewnej: ≧ 95%
(2) Zdolność produkcyjna gotowego kleju do włókien: ≧ 200 kg / h
(3) Mieszanie proporcji błonnika: 1-5%
7.2 Długi system szlifowania zgrubnego
7.2.1 Podsumowanie
System ten stosuje się do wstępnej obróbki długich łodyg tytoniu o długości większej niż 20 mm oraz do zmielenia tych łodyg na krótkie łodygi o długości mniejszej niż 15 mm, aby sprostać wymaganiom produkcji na linii.
7.2.2 Skład systemu i funkcje
System ten składa się głównie ze szlifierki, urządzenia do zbierania materiałów cyklonowych, przenośnika spiralnego, urządzenia do usuwania kurzu i systemu przenoszenia wiatru. Może zakończyć pracę szlifowania długich pędów na krótkie o długości mniejszej niż 15 mm.
7.2.3 Główne parametry techniczne
(1) Zdolność produkcyjna: 400 kg / h
(2) Nie mniej niż 95% długości łodyg tytoniu po rozdrobnieniu wynosi ≤15 mm
Układ przygotowania wiskozy tytoniowej

7.3.1 Oświadczenie
System przygotowania wiskozy tytoniowej jest nową technologią dzięki naszym nowym badaniom i rozwojowi, głównie rozkłada włókno w łodydze i dodaje cukier i klej arkuszowy oraz inny materiał zgodnie z proporcją, a następnie wytwarza wiskozę z łodygi tytoniu. Może zastąpić istniejący klej z arkusza z masy celulozowej, w porównaniu z klejem z arkusza z masy celulozowej, w takich samych warunkach zwiększania wytrzymałości arkusza, może znacznie obniżyć koszty produkcji i zmniejszyć wpływ absorpcji arkuszy tytoniu.
7.3.2 Skład i funkcja systemu
System składa się głównie z defibrylatora, doniczki z materiałem cukrowym, pojemnika na porcje, pojemnika na klej, systemu przenoszenia i pomiaru płynnego materiału. Może on zakończyć funkcje defibrylacji trzonu, pomiaru materiału płynnego, proporcji, przechowywania i przenoszenia itp.
7.3.3 Główne indeksy technologii
Zdolność produkcyjna: 150 kg / h
Pojemność defibrylatora: 150 kg
Proporcjonalna wydajność doniczki: 700kg (zdolność robocza 550kg)
Pojemność robocza: (zdolność robocza 550 kg)
Zużycie wody: 150 kg / h
Klienci obsługiwani

Analiza korzyści ekonomicznych zwijanego arkusza obacco
1. Skład materiału i koszty
Pozycja | Nazwa | Proporcja | (Kg) Partia ilość | Cena jednostkowa (juana / kg) | Ilość |
Solidny materiał | Pytanie i proszek | 40,0 | 400 | | |
Proszek tytoniowy | 60,0 | 600 | | |
Spoiwo | 3 | 30 | 18,0 | 540 |
Włókno arkuszowe | 1.5 | 15 | 8.8 | 132 |
Płynny materiał | Płynny materiał 1 | 20,0 | 200 | 4.0 | 800 |
Płynny materiał 2 | 2.5 | 25 | 6.8 | 180 |
Materiał płynny 3 | 2.0 | 20 | 18,0 | 360 |
Materiał płynny 4 | 0.4 | 4 | 186,7 | 747 |
Całkowity | | 2759 |
Cena jednostkowa żarnika arkusza FD (juana / kg) (moc wyjściowa żarnika FD jest obliczana na 950 kg) | 2,90 |
2. Koszty produkcji (codziennie dwie zmiany, obliczanie w 260 dni przez jeden rok)
S.NO | Pozycja | Roczna kwota (dziesięć tysięcy juanów) | Koszt (juan / kg) |
1 | Wynagrodzenia i opieka społeczna | 75 | 0,79 |
2 | Koszty części zamiennych i konserwacji | 75.6 | 0,95 |
3 | Koszty paliwa i mocy | 68,8 | 0,86 |
4 | Techniczna opłata za szkolenie | 2.5 | 0,04 |
5 | Inne koszta | 3,75 | 0,06 |
Całkowity | 225,7 | 2,82 |
3.Całkowity koszt 5,72yuan / kg
4. Analiza korzyści ekonomicznych
Bezpośrednią korzyść ekonomiczną można obliczyć za pomocą następujących wzorów:
W = 1000 × M × N × Qe × (Y1-Y)
W --- Wartość utworzona z dodania arkusza tytoniu (juana)
M --- Efektywny wskaźnik wykorzystania arkusza do obliczeń w zakresie 95%
N - Wydajność operacyjna urządzenia obliczającego 90%
Qe - Ilość arkusza dodawanego do jedwabiu tytoniowego (tonę) w ciągu jednego roku. Obliczanie w jednym dniu na dwie zmiany, każda zmiana to 1,6ton, obliczając co roku 260 dni roboczych,
Qe = 832ton / rok.
Y1-- Cena niektórych liści tytoniu klasy zastąpione arkuszem (yuan / kg). Obliczanie w kategoriach 16 juanów / kg.
Y --- Koszt arkusza, obliczając w kategoriach 5,72 juana / kg
W = 1000 * 95% * 90% * 832 * (16 - 5,72) = 0,7313million
5. Okres odzyskiwania inwestycji:
Inwestycja dla jednej linii produkcyjnej blachy o wadze 200 kg / h wynosi około 12 milionów yuanów, więc okres zwrotu inwestycji wynosi: 12 milionów ÷ 0,7313 milionów ≈1,64 roku

 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!

